特種設備疲勞分析服務價格
壓力容器材料的力學性能直接影響分析設計的準確性。關鍵參數包括:強度指標:屈服強度(σ_y)、抗拉強度(σ_u)和屈強比(σ_y/σ_u),后者影響塑性變形能力(屈強比>)。韌性要求:通過沖擊試驗(如夏比V型缺口試驗)確定材料在低溫下的抗脆斷能力。本構模型:彈性階段用胡克定律,塑性階段可采用雙線性隨動硬化(如Chaboche模型)或冪律蠕變模型(Norton方程)。強度理論的選擇尤為關鍵:比較大主應力理論(Rankine):適用于脆性材料。比較大剪應力理論(Tresca):保守,常用于ASME規范。畸變能理論(VonMises):更精確反映多軸應力狀態,***用于彈塑性分析。例如,奧氏體不銹鋼(316L)在高溫下的設計需同時考慮屈服強度和蠕變斷裂強度。 通過ANSYS進行壓力容器的優化設計,可以實現容器的輕量化設計,降低成本。特種設備疲勞分析服務價格
復合材料壓力容器(如玻璃鋼或碳纖維纏繞容器)的分析設計需考慮材料的各向異性和層合結構。設計標準如ASME X和ISO 14692提供了專門指導。分析重點包括:層合板理論計算各層應力;失效準則(如Tsai-Hill或Tsai-Wu)評估強度;界面剝離和纖維斷裂的漸進損傷分析。有限元建模需定義鋪層方向、厚度和材料屬性,通常采用殼單元或實體單元分層建模。濕熱環境對復合材料性能的影響需通過耦合場分析考慮。此外,復合材料容器的制造工藝(如纏繞角度)直接影響力學性能,需在設計中同步優化。疲勞分析需基于復合材料特有的S-N曲線和損傷累積模型。浙江壓力容器SAD設計價錢在進行特種設備疲勞分析時,需要充分考慮材料的疲勞敏感性,以準確評估設備的疲勞性能。
壓力容器設計必須符合**或國家標準,如ASMEBPVCVIII-1(美國)、EN13445(歐洲)或GB/T150(**)。ASMEVIII-1采用“規則設計”,允許基于經驗公式的簡化計算;而ASMEVIII-2(分析設計)需通過詳細應力分析。GB/T150將容器分為一類、二類、三類,按危險等級提高設計要求。標準中明確規定了材料許用應力、焊接接頭系數(通常取)、腐蝕裕量(一般增加1~3mm)等關鍵參數。設計者還需遵循屬地監管要求,如**需通過TSG21《固定式壓力容器安全技術監察規程》的合規審查。壓力容器的常規設計基于彈性失效準則,即容器在正常工作壓力下應保持彈性變形狀態。設計時需考慮主要載荷包括內壓、外壓、溫度梯度、風載及地震載荷等。根據薄壁理論(如中徑公式),當容器壁厚與直徑比小于1/10時,周向應力(環向應力)是軸向應力的2倍,計算公式為σ_θ=PD/2t(P為設計壓力,D為內徑,t為壁厚)。此外,設計需滿足靜態平衡條件,并考慮局部應力集中區域(如開孔接管處)的補強要求。常規設計通常采用規則設計法(如ASMEVIII-1),通過簡化假設確保安全性,但需限制使用范圍(如不適用于循環載荷或極端溫度工況)。
應力分類是分析設計的**環節。根據ASME VIII-2,應力分為一次應力(平衡外載荷)、二次應力(自限性應力)和峰值應力(局部不連續)。一次應力進一步分為總體薄膜應力(Pm)、局部薄膜應力(PL)和彎曲應力(Pb)。評定準則包括:一次應力不得超過材料屈服強度;一次加二次應力不得超過兩倍屈服強度;峰值應力用于疲勞評估。歐盟的EN 13445采用基于極限載荷的評定方法,通過塑性分析直接驗證結構的承載能力。應力分類的準確性依賴于有限元結果的合理線性化,通常需沿評定路徑提取數據。對于復雜結構,還需考慮多軸應力狀態和等效強度理論(如Von Mises準則)。應力評定的目標是確保容器在各類載荷下不發生過度變形或失效。疲勞分析的結果可以為特種設備的升級改造提供指導,確保設備在升級后具有更好的疲勞性能。
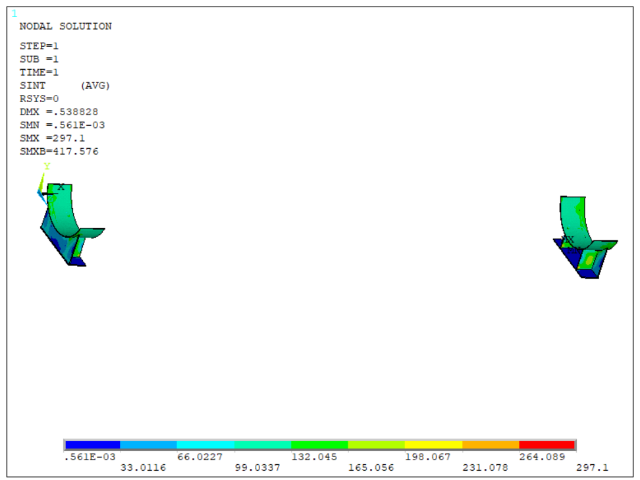
深海快速接頭的結構設計與材料選擇,深海環境模擬試驗裝置的快速接頭需承受**(可達60MPa以上)、低溫(2~4℃)及腐蝕性介質(如海水)的復合作用。典型結構采用雙瓣式卡箍鎖緊機構,由鈦合金(Ti-6Al-4VELI)或鎳基合金(Inconel625)制成,具有以下特點:密封形式:金屬對金屬密封(如錐面-球面配合)配合O型圈(氟橡膠或聚四氟乙烯包覆),確保在5000米水深下泄漏率<1×10??cc/s。鎖緊機制:液壓驅動或手動旋轉鎖環(1/8轉即可完成鎖緊),鎖緊力通過有限元優化設計,避免局部應力超過材料屈服強度。防腐蝕處理:表面采用等離子噴涂Al?O?涂層或陰極保護(犧牲陽極)。某國產化接頭在模擬4500米環境的壓力艙中通過2000次插拔循環測試,密封性能仍滿足ISO13628-7標準。 ASME設計注重材料選擇,確保所選材料能夠承受設計壓力并滿足使用要求。浙江壓力容器常規設計咨詢
ANSYS的多物理場耦合分析能力,使得壓力容器在不同物理場作用下的性能分析成為可能。特種設備疲勞分析服務價格
開孔補強設計與局部應力開孔(如接管、人孔)會削弱殼體強度,需通過補強**承載能力。常規設計允許采用等面積補強法:在補強范圍內,補強金屬截面積≥開孔移除的承壓面積。補強方式包括:整體補強:增加殼體壁厚或采用厚壁接管;補強圈:焊接于開孔周圍(需設置通氣孔);嵌入式結構:如整體鍛件接管。需注意補強區域寬度限制(通常取),且優先采用整體補強(避免補強圈引起的焊接殘余應力)。**容器或頻繁交變載荷場合建議采用應力分析法驗證。焊接接頭設計與工藝**焊接是壓力容器制造的關鍵環節,接頭設計需符合以下原則:接頭類型:A類(縱向接頭)需100%射線檢測(RT),B類(環向接頭)抽檢比例按容器等級;坡口形式:V型坡口用于薄板,U型坡口用于厚板以減少焊材用量;焊接工藝評定(WPS/PQR):按NB/T47014執行,覆蓋所有母材與焊材組合;殘余應力**:通過焊后熱處理(PWHT)**應力,碳鋼通常加熱至600~650℃。此外,角焊縫喉部厚度需滿足剪切強度要求,且禁止在主要受壓元件上使用搭接接頭。 特種設備疲勞分析服務價格
- 江蘇快開門設備疲勞設計服務報價 2025-07-24
- 浙江焚燒爐分析設計哪家好 2025-07-24
- 江蘇壓力容器設計二次開發哪家好 2025-07-24
- 上海快開門設備疲勞設計 2025-07-24
- 上海壓力容器分析設計方案報價 2025-07-23
- 江蘇壓力容器分析設計怎么收費 2025-07-23
- 江蘇壓力容器ANSYS分析設計服務價格 2025-07-23
- 浙江壓力容器設計二次開發哪家正規 2025-07-23
- 浙江壓力容器設計二次開發業務價格 2025-07-23
- 四川壓力容器分析設計 2025-07-23
- 山東豎向冷彎成型設備 2025-07-24
- 東莞起重機電磁制動器現貨 2025-07-24
- 機械數控加工中心 2025-07-24
- 西安兩立柱簡易升降機械車位價格多少 2025-07-24
- 江蘇光纖小型光纖切割機價格 2025-07-24
- 20t燃生物質鍋爐哪里買 2025-07-24
- 西南楷美勝達充電設備安裝 2025-07-24
- 晉城不銹鋼通風蝶閥一體化 2025-07-24
- 江蘇100g包裝機哪里有賣 2025-07-24
- 青浦區定做管索輸送機保養 2025-07-24