沈陽零件臥式加工中心
臥式加工中心的加工操作——按下“啟動”按鈕,啟動主軸旋轉。按下“快速移動”按鈕,使刀具快速接近工件。按下“進給”按鈕,使刀具按照加工程序的要求進行切削。在加工過程中,注意觀察刀具的切削狀態,如有異常應立即停止加工。加工完成后,按下“停止”按鈕,停止主軸旋轉。臥式加工中心的關機操作——按下“停止”按鈕,停止主軸旋轉。按下“快速移動”按鈕,使刀具離開工件。關閉數控系統電源。關閉機床電源。臥式加工中心關機后的處理工作——清理機床上的切屑和油污。檢查刀具的磨損情況,如有需要應及時更換。檢查工件的加工質量,如有不合格應進行分析和處理。對機床進行定期保養和維護,確保機床的正常運行。臥式加工中心可以根據需要添加各種附件,如自動上下料裝置、自動清洗裝置等,實現自動化生產。沈陽零件臥式加工中心
自動換刀系統是臥式加工中心的重要功能部件,用于實現刀具的自動更換。自動換刀系統通常由刀庫、換刀機械手、換刀驅動器等部件組成。當需要更換刀具時,換刀機械手會自動從刀庫中取出所需的刀具,并將其安裝在主軸上,從而實現快速、準確的換刀操作。數控系統是臥式加工中心的控制主要,負責對機床的各個部件進行精確控制。數控系統通常采用計算機數控(CNC)技術,可以實現多軸聯動控制、高速切削、復雜曲面加工等功能。數控系統的性能和穩定性直接影響到加工中心的加工精度和效率。冷卻系統是臥式加工中心的重要組成部分,用于對切削過程中產生的熱量進行冷卻和排放。冷卻系統通常包括冷卻液箱、冷卻泵、冷卻管路等部件。冷卻液可以有效地降低切削溫度,延長刀具壽命,提高加工質量。遼寧高精度臥式加工中心臥式加工中心可以用于制造各種精密醫療器械,如手術器械、植入物等,保證醫療器械的安全性和可靠性。
臥式加工中心的主要切削方式有哪些?銑削是臥式加工中心較常用的切削方式之一,主要用于加工平面、曲面和槽等。銑削可以分為順銑和逆銑兩種方式。順銑:順銑是指刀具旋轉方向與工件進給方向相同的銑削方式。順銑的優點是切削力較小,工件表面質量好,刀具磨損較慢。但是,順銑時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。逆銑:逆銑是指刀具旋轉方向與工件進給方向相反的銑削方式。逆銑的優點是切削力較大,有利于提高加工效率。但是,逆銑時產生的熱量較小,容易使工件表面質量變差,刀具磨損較快。
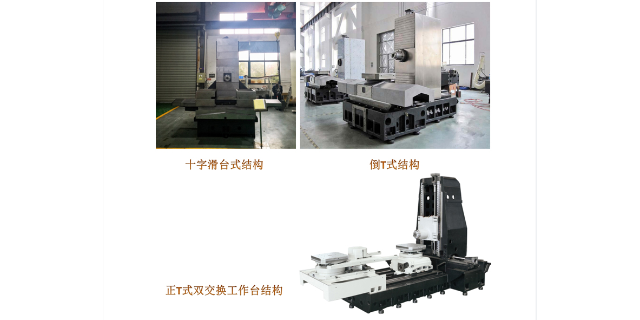
臥式加工中心:臥式加工中心的工作方式主要是通過工作臺的移動來實現工件的進給和切削。工作臺可以沿X軸、Y軸、Z軸三個方向移動,實現三軸聯動。此外,臥式加工中心還可以通過工作臺的旋轉來實現四軸或五軸聯動,以滿足復雜曲面零件的加工需求。立式加工中心:立式加工中心的工作方式主要是通過主軸箱的移動來實現工件的進給和切削。主軸箱可以沿X軸、Y軸兩個方向移動,實現兩軸聯動。此外,立式加工中心還可以通過主軸箱的旋轉和工作臺的移動來實現三軸聯動,以滿足復雜曲面零件的加工需求。操作臥式加工中心時,必須嚴格遵守操作規程,按照設備的使用說明書進行操作。
鏜削是臥式加工中心用于加工圓柱形內孔的一種切削方式。鏜削可以分為粗鏜、半精鏜和精鏜等。粗鏜:粗鏜是指在工件上加工出初步的內孔的過程。粗鏜的優點是加工速度快,適用于大量生產的場合。但是,粗鏜時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。半精鏜:半精鏜是指在粗鏜的基礎上進行進一步加工,以提高內孔的精度和表面質量的過程。半精鏜的優點是可以提高內孔的精度和表面質量。但是,半精鏜時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。精鏜:精鏜是指在半精鏜的基礎上進行進一步加工,以提高內孔的精度和表面質量的過程。精鏜的優點是可以提高內孔的精度和表面質量。但是,精鏜時產生的熱量較小,容易使工件變形,因此需要采取相應的措施來控制溫度。臥式加工中心具有很高的通用性,可以應用于各種類型的零件加工。湖南高精度臥式加工中心
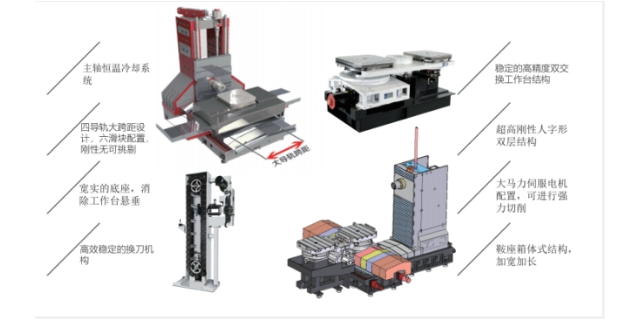
臥式加工中心的主要組成部分包括床身、工作臺、主軸箱、刀庫、數控系統等。沈陽零件臥式加工中心
臥式加工中心的工作原理主要包括以下幾個步驟——工件裝夾:將工件和夾具安裝在工作臺上,確保工件的位置和夾緊力符合加工要求。刀具選擇和裝夾:根據加工要求選擇合適的刀具,并將其安裝在主軸上。數控編程:根據工件的幾何形狀和加工工藝,編寫數控程序。數控程序包括刀具路徑、切削參數、坐標系等指令。數控系統處理:數控系統對數控程序進行處理,生成相應的控制信號。伺服驅動:伺服電機根據數控系統的控制信號,驅動工作臺、主軸等部件進行運動。切削加工:刀具在主軸的帶動下,按照預定的刀具路徑進行切削加工。切削過程中,數控系統實時監控刀具的使用狀態和加工狀態,確保加工質量和安全。工件卸夾:加工完成后,將工件從工作臺上卸下,進行后續處理。沈陽零件臥式加工中心
- 貴州專業臥式加工中心 2025-07-07
- 海口大型臥式加工中心 2025-07-06
- 浙江零件臥式加工中心 2025-07-06
- 武漢金屬臥式加工中心 2025-07-06
- 濟南臥式加工中心 2025-07-06
- 南寧多工位臥式加工中心 2025-07-06
- 銀川組合加工中心 2025-07-06
- 吉林金屬臥式加工中心 2025-07-06
- 北京交換臺臥式加工中心 2025-07-06
- 沈陽零件臥式加工中心 2025-07-06
- 陜西堆場智能識別系統服務電話 2025-07-07
- 山東螺絲刀注油機定制 2025-07-07
- 吉林48V全直流房車空調 2025-07-07
- 義烏LED點膠閥保養 2025-07-07
- 供應微差壓表系列 2025-07-07
- 常州商家電控箱批發價格 2025-07-07
- 紹興平行軸減速機批發價格 2025-07-07
- 重慶有色鑄造價格 2025-07-07
- 廣西曲屏熱壓機工廠直發 2025-07-07
- 工業自動化控制柜廠家 2025-07-07