微通道換熱器歡迎來電
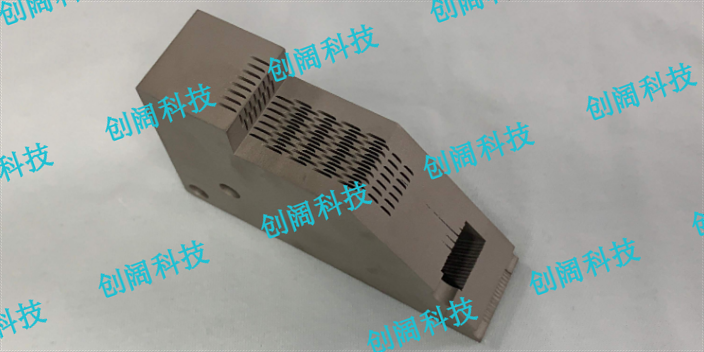
真空擴散焊產品介紹產品名稱:真空擴散焊材料材質:陶瓷和可伐合金、銅、鈦、玻璃和可伐合金;黃金和青銅;鉑和鈦;銀和不銹鋼;鈮和陶瓷、鑰;鋼和鑄鐵、鋁、鎢、鈦、金屑陶瓷、錫;銅和鋁、鈦;青銅和各種金屬以及非金屬材料等等。材料厚度(公制):真空擴散焊的材料厚度通常是采用。產品用途:擴散焊已用于反應堆燃料元件、蜂窩結構板、靜電加速管、各種葉片、葉輪、沖模、換熱器流道板片、深孔加工、工裝治具、鍍膜夾具、電子元件、五金配件、模具冷卻等的制造。產品價格:真空擴散焊的價格通常是以材料的厚度、產品管控精度要求、量產數量等等因素來進行綜合核定評估的,一般批量越大價格越優惠。焊接加工能力:創闊金屬公司擁有先進的真空擴散焊接設備,生產能力強、焊接產品精度高、品質持續穩定,公司每月可生產各種規格的真空擴散焊產品2噸以上,是國內綜合實力較強的真空擴散焊廠家。樣品提供:由于打樣數量較多,基于成本的壓力,本公司所有的真空擴散焊產品都采用付費打樣的模式操作,樣品費用可以在后續的批量訂單中根據協議金額返還給客戶,樣品交期我司一般控制在3天內,加急24小時出樣。換熱器制作加工創闊科技。微通道換熱器歡迎來電
微通道換熱器
創闊能源科技臨界熱流密度對于有相變的換熱,微通道中的臨界熱流密度現象不同于常規通道。微通道中臨界熱流密度的產生是由于微通道的蒸汽阻塞。在達到臨界熱流密度之前,微通道的流動和傳熱主要是周期性的過冷流動沸騰,從微通道逸出的汽泡和進入微通道的液體反復交替沖刷微通道。一旦達到臨界熱流密度,微通道中的流動和傳熱主要是一個蒸汽周期性逸出的過程。一直持續到過熱蒸汽的出現,直到整個微通道被過熱蒸汽阻塞。入口段效應Nusselt數隨無量綱加熱長度Lh的增加而減小。而對于常規尺度下圓管內層流換熱,當Lh=,換熱趨于充分發展狀態,Nusselt數趨于定值。根據Lh的取值范圍≤Lh≤,可以計算得到換熱入口段長度占總通道長度的百分比為。入口段效應對工質換熱的影響十分。寶山區微通道換熱器廠家直銷集成式微通道換熱器,高效緊湊型換熱器請聯系創闊科技。
蓋板上的容器內裝有鉑電極,用于加載電流。氣液相微反應器的研究較之液液相微反應器更少,所報道的微反應器按照氣液接觸的方式可分為兩類。T形液液相微反應器一類是氣液分別從兩根微通道匯流進一根微通道,整個結構呈T字形。由于在氣液兩相液中,流體的流動狀態與泡罩塔類似,隨著氣體和液體的流速變化出現了氣泡流、節涌流、環狀流和噴射流等典型的流型,這一類氣液相微反應器被稱做微泡罩塔。另一類是沉降膜式微反應器,液相自上而下呈膜狀流動,氣液兩相在膜表面充分接觸。
批量生產時間:根據不同客戶的產品焊接需求的厚度和不同的精度管控要求以及訂單批量大小,按計劃正常一星期內檢驗出貨,也可以分批次提前出貨。產品檢測及售后:本公司所有的真空擴散焊產品的在制品均采用全程影像爐內在線監控、出貨檢驗均采用先進的二次元影像儀精密檢測和金相檢測。真空擴散焊接的特點一、焊接過程是在沒有液相或較小過渡相參加下,形成接頭后再經過擴散處理的過程。使其成分和組織與基體一致,接頭內不殘留任何鑄態組織,原始界面消失。因此能保持原有基金屬的物理,化學和力學性能,不會改變材料性質!二、擴散焊由于基體不過熱或熔化,因此幾乎可以在不破壞被焊材料性能的情況下,焊接金屬和非金屬材料。特別適用焊接用一般焊接方法難以實現,或雖可焊接但性能和結構在焊接過程中容易受到嚴重破壞的材料。如彌散強化的高溫合金,纖維強化的硼—鋁復合材料等。三、可焊接不同類型,甚至差別很大的材料。包括異種金屬,金屬與陶瓷等冶金上互不相溶的材料。四、真空擴散焊接可焊接結構復雜以及厚薄相差很大的工件。五、加熱均勻,焊件不變形,不產生殘余應力。使工件保持較高精度的幾何尺寸和形狀。創闊科技一站式提供加工換熱器,液冷板,均溫板。水冷板等。
且中間混合腔室的右側設置有后腔混合室,所述第二主流道設置在后腔混合室的右側,且第二主流道的右側設置有第二前腔混合室,所述第二前腔混合室的右側設置有第二分流道路,且第二分流道路的右側設置有第二中間混合腔室。推薦的,所述主流道的內部尺寸小于等于兩倍分流道路的內部尺寸,且分流道路關于主流道的中心軸對稱布置有兩組。推薦的,所述中間混合腔室關于后腔混合室的中心軸對稱布置有兩組,且后腔混合室與前腔混合室之間為對稱布置。推薦的,所述第二主流道的形狀和尺寸與主流道的形狀和尺寸均相吻合,且第二主流道與主流道之間為對稱設置。推薦的,所述第二分流道路為傾斜式結構設置,且第二分流道路與分流道路的數量相吻合。推薦的,所述第二中間混合腔室的右側設置有第二后腔混合室,且第二后腔混合室的形狀和尺寸與后腔混合室的形狀和尺寸相吻合。“創闊科技”研究混合流體從前一個單元的后腔混合室流到主流道時,由于截面積縮小,流體被擠壓,得到一次加強混合作用;2.通過中間混合腔室的設置,在中間混合腔室內,因為截面積擴大,產生伯努利效應,流體流速減慢并形成環流,得到又一次加強混合的作用;3.通過后腔混合室的設置。微加工技術起源于航天技術的發展,曾推動了微電子技術和數字技術的迅速發展,創闊科技添磚加瓦。昌平區不銹鋼微通道換熱器
多層焊接式換熱器,找創闊科技。微通道換熱器歡迎來電
通過各向異性的蝕刻過程可完成加工新型換熱器,使用夾層和堆砌技術可制造出各種結構和尺寸,如通道為角錐結構的換熱器。大尺度微通道換熱器形成微通道規模化的生產技術主要是受擠壓技術,受壓力加工技術所限,可選用的材料也極為有限,主要為鋁及鋁合金微通道加工方式隨著微加工技術的提高,可以加工出流道深度范圍為幾微米至幾百微米的高效微型換熱器。此類微加工技術包括:平板印刷術、化學刻蝕技術、光刻電鑄注塑技術(LIGA)、鉆石切削技術、線切割及離子束加工技術等。燒結網式多孔微型換熱器采用粉末冶金方式制作。大尺度下微通道的加工與微尺度下微通道的加工方式略有不同,前者需要更高效的加工制造技術。微通道應用前景及優勢編輯微通道微電子等領域應用微電子領域遵循摩爾定律飛速發展,伴隨晶體管集成度的不斷提高,高速電子器件的熱密度已達5~10MW/m2,散熱已經成為其發展的主要“瓶頸”,微通道換熱器取代傳統換熱裝置已成必然趨勢。因此在嵌入式技術及高性能運算依賴程度較高的航空航天、現代醫療、化學生物工程等諸多領域,微通道換熱器將有具廣闊的應用前景。“微通道”技術成功應用到空氣能行業,標志著空氣能熱水器行業進入“微通道”時代。微通道應用優勢①節能。微通道換熱器歡迎來電
- 無錫真空擴散焊接加工 2025-07-21
- 蘇州多層結構真空擴散焊接 2025-07-21
- 石家莊微通道換熱器歡迎咨詢 2025-07-21
- 重慶微孔加工專業廠家 2025-07-21
- 長寧區多層結構真空擴散焊接 2025-07-21
- 重慶微孔加工技術廠家 2025-07-21
- 無錫多層板真空擴散焊接 2025-07-21
- 廣東過濾網孔微孔加工 2025-07-21
- 河北微孔加工價格 2025-07-21
- 徐匯區真空擴散焊接歡迎來電 2025-07-21
- 四川50kg烘干機定制 2025-07-22
- 宿遷冷庫維保 2025-07-22
- 大型商場中央采暖 2025-07-22
- 廣東機械回流焊性能 2025-07-22
- 浙江TBI滑塊采購 2025-07-22
- 寧夏鋁制油鏡貨源充足 2025-07-22
- 蘇州常規干法造粒機哪里買 2025-07-22
- 江陰銷售挖機噴油嘴廠家報價 2025-07-22
- 蕪湖雙工位加工 2025-07-22
- 普陀區數控切管機定制 2025-07-22