愛司軸找正儀連接
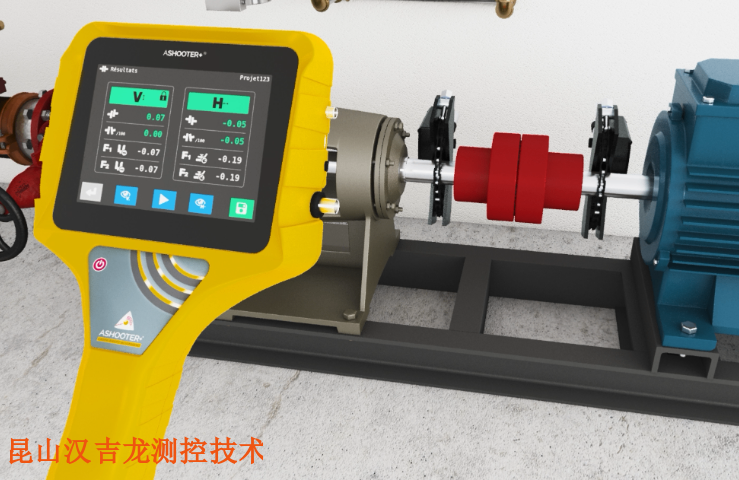
AS500激光對中儀多維檢測:集成嵌入式高像素紅外熱像儀與 500 萬像素數字可視化攝像頭,不僅能檢測設備對中情況,還可同步監測設備溫度分布與機械結構細節,實現故障隱患的多維度排查。可選配的振動分析模塊及振動傳感器,進一步拓展設備狀態監測能力。便捷操作:實時動態校正模式讓操作人員在調整設備過程中,即刻獲取反饋,實現 “邊調邊測”。可編輯軸對中報告功能,支持在 PC 端通過 USB 輸出進行數據處理與報告定制。無線傳感器設計擺脫線纜束縛,使設備在復雜工況下的安裝調試更加靈活高效。ASHOOTER激光對中同步儀在機床多軸聯動系統校準中的應用。愛司軸找正儀連接
軸找正儀
五軸葉輪加工中心校準某航空航天企業五軸葉輪加工中心因A軸旋轉精度下降,導致葉片型面誤差超標。使用ASHOOTER進行校準:激光對中:檢測A軸回轉軸心在Y方向偏差0.025mm,通過調整轉臺支撐軸承位置消除偏差。熱成像監測:發現主軸前軸承溫度異常升高(75℃vs正常50℃),結合振動分析判定軸承預緊力不足,重新調整后溫度恢復正常。動態補償:針對葉輪高速旋轉時的離心力變形,ASHOOTER生成冷態預調整方案,使葉片加工輪廓誤差從±0.04mm控制在±0.01mm以內,加工效率提升15%。自主研發軸找正儀寫論文漢吉龍軸對中修正儀的智能算法:如何實現微米級修正?
ASHOOTERAS500的配件主要包括夾具系統、輔助工具等,具體如下:主機單元配件:包含AS500顯示終端(含7英寸電容觸控屏,分辨率1024×600)、激光發射單元(635nm半導體激光,功率<1mW,Class2級安全標準)。夾具系統:標準夾爪:適配軸徑φ30-150mm,含快速鎖緊機構,鎖緊力≥80N?m。延長桿組件:用于軸徑>150mm或聯軸器間距>500mm的場景,精度衰減<。輔助工具:充電底座:支持快充模式。工業級三腳架:高度可調,承重15kg。精密水平儀:精度±。此外,ASHOOTERAS500還標配V形支架、鏈條(適用?20-250mm軸)、不銹鋼固定桿。同時,可根據需求選配立體聲耳機用于機械聽診。
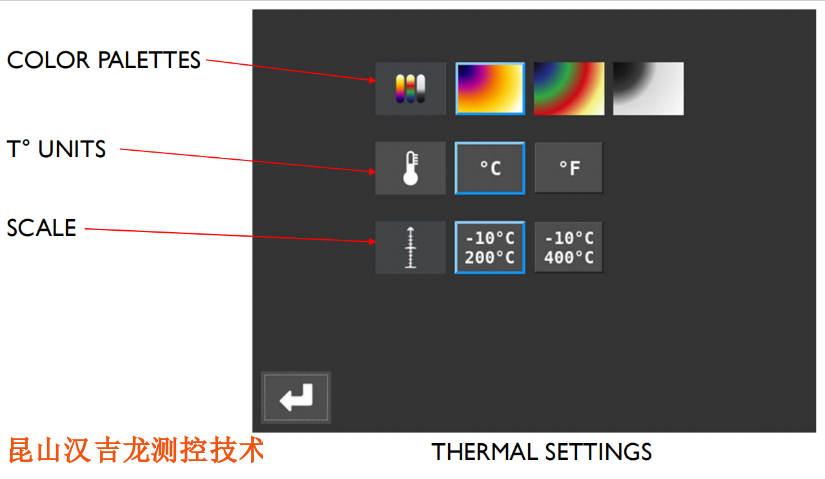
HOJOLO激光軸同心度檢測儀是昆山漢吉龍測控技術有限公司旗下產品,其ASHOOTER系列在聯軸器對中領域應用***,憑借高精度、智能化設計和多功能性,成為現代工業設備安裝與維護的重要工具。相關介紹如下:工作原理:基于激光的單色性和方向性,利用發射器和接收測量聯軸器的相對位置偏差。在聯軸器兩端分別安裝激光發射器和接收,通常為CCD光電點陣,通過檢測激光束在接收面上的能量中心位移,計算軸向偏差和平行不對中以及角偏差角度不對中。主要組件:無線傳感器:帶有數字傾角儀,去除了電纜限制,可實現無縫操作,方便在不同位置和角度進行測量。精密探測單元:配備30毫米CCD探測器,分辨率高,能精確測量激光束的位置,確保測量的高精度。還集成了5MP可見光攝像頭,可捕捉高質量圖像用于詳細分析和報告,以及FLIRLepton紅外熱像儀,幫助檢測溫度變化,便于識別潛在問題。激光發射器:發射出穩定的激光束,作為測量的基準光線,與探測器配合實現精確測量。工業顯示單元:具備高防護等級,能適應惡劣工業環境,用于顯示測量數據、圖像以及分析結果等信息,還可進行參數設置、測量模式選擇等操作。 激光對中反饋系統在自動化生產線對中調整中的高效性。
典型場景的對比驗證在實際應用中,AS500的綜合性能優勢進一步凸顯:案例1:風機葉輪校準某水泥廠風機因葉輪不平衡導致振動超標,使用AS500的振動分析模塊識別出2X轉速頻率異常,結合激光對中發現軸偏移,熱成像顯示軸承溫度75℃(正常<60℃)。通過同步調整葉輪配重與軸對中,振動速度從15mm/s降至3mm/s,軸承溫度恢復正常,避免了計劃外停機。案例2:壓縮機維護某煉油廠壓縮機對中偏差,AS500的熱成像檢測到聯軸器溫度升高20℃,振動分析顯示1X幅值超標,系統自動生成墊片調整方案。校準后設備運行噪音降低10dB,軸承更換周期從6個月延長至18個月,年維護成本節省約20萬元。AS500通過高精度測量、多維度診斷、智能化補償與嚴苛環境適配的技術組合,重新定義了旋轉軸校準工具的行業標準。相較于競品,其**優勢不僅在于單一性能指標的**,更在于將激光對中從‘靜態校準工具’升級為‘動態故障診斷平臺’,為工業設備的預測性維護提供了經濟高效的解決方案。 AS500旋轉軸校心儀的工作原理。激光軸找正儀企業
法國SY 軸對中掃描工具。愛司軸找正儀連接
車銑復合機床多軸同步優化某汽車零部件廠車銑復合機床在加工變速箱殼體時,出現多軸聯動軌跡偏差。ASHOOTER校準步驟如下:直線軸校準:X/Y/Z軸直線度誤差從0.03mm/m分別降至0.006mm/m、0.005mm/m、0.007mm/m。旋轉軸聯動測試:通過振動分析發現C軸旋轉時存在周期性振動(頻率與主軸轉速一致),定位為齒輪箱嚙合間隙過大,更換齒輪后振動有效值從8mm/s降至2mm/s。數據追溯:歷史數據顯示,機床長期加工導致絲杠螺母副磨損,通過ASHOOTER生成的補償參數寫入數控系統,加工零件位置精度從±0.05mm提升至±0.015mm。愛司軸找正儀連接
- 常見激光對中儀器廠家排名 2025-07-26
- 貴州多功能軸找正儀 2025-07-26
- 陜西工業軸找正儀 2025-07-26
- 廣西新一代軸找正儀 2025-07-26
- 山東AS500軸找正儀 2025-07-26
- 愛司軸找正儀哪里買 2025-07-26
- 機械激光對中儀器使用方法圖解 2025-07-26
- 馬達軸找正儀 2025-07-26
- 吉林AS100軸找正儀 2025-07-26
- 國產軸找正儀廠家 2025-07-26
- 南京風壓型變送器現貨 2025-07-26
- 數字智能儀表XST-262生產 2025-07-26
- 常州節能ABB接觸器現貨 2025-07-26
- 提供三次元影像測量儀維保 2025-07-26
- 上海水質監測儀 2025-07-26
- 天津傳感器稱重模塊報價 2025-07-26
- 制造工業自動化再生資源金屬能譜儀在線自動化解決方案 2025-07-26
- 福建是什么顯微CT推薦咨詢 2025-07-26
- 江蘇開關柜局放檢測技術服務 2025-07-26
- 天津熒光近紅外二區熒光寬場成像系統答疑解惑 2025-07-26